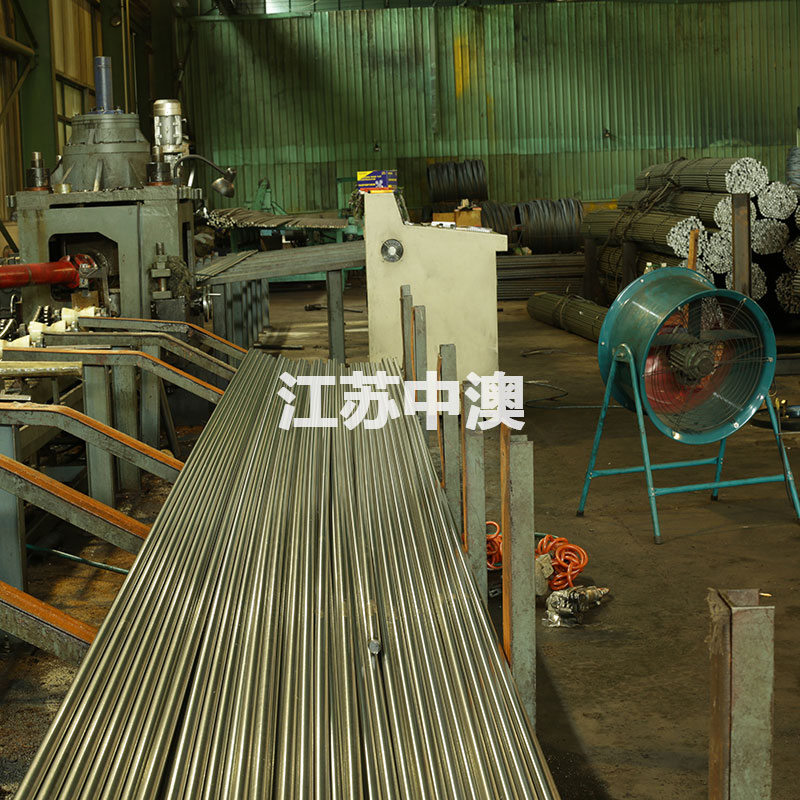
冷拔圓鋼質(zhì)量技術(shù)與工藝控制
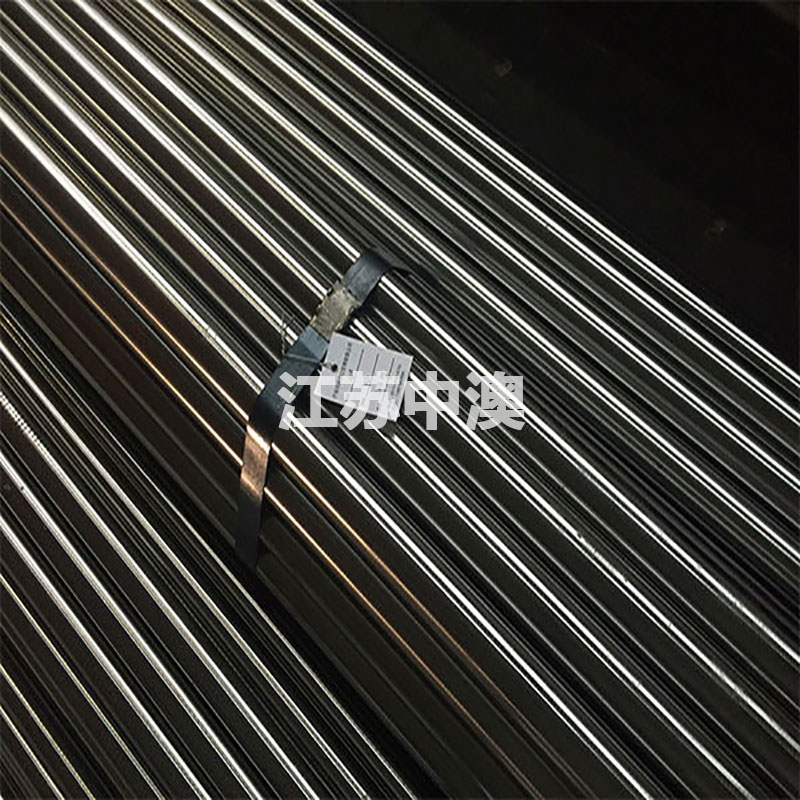
冷拔圓鋼的交貨長度有定尺或倍尺二種,隨直徑及鋼種的不同,長度選擇范圍有所不同。
外觀質(zhì)量有關(guān)標(biāo)準(zhǔn)對冷拔圓鋼的外觀質(zhì)量作了規(guī)定,一般包括不得存在使用上有害的缺陷,直條交貨的冷拔圓鋼的彎曲度必須符合標(biāo)準(zhǔn)規(guī)定,冷拔圓鋼不得有顯著的扭轉(zhuǎn),兩端切斜度、直徑(或邊長)、橢圓度值(或邊長之差及對角線之差)等數(shù)值的規(guī)定及其允差值必須符合標(biāo)準(zhǔn)規(guī)定等。
從冷拔圓鋼性能應(yīng)用的優(yōu)勢過程中,充分體現(xiàn)出產(chǎn)品的實(shí)際能力,為了加快圓鋼產(chǎn)品的性能表現(xiàn)實(shí)力,產(chǎn)品的運(yùn)用及實(shí)力的帶動,增強(qiáng)了企業(yè)發(fā)展的優(yōu)勢水平,在各方面提升的品圓鋼質(zhì)表現(xiàn)的過程中,對于產(chǎn)品的工藝要求也越來越高,要做好產(chǎn)品首先要利用先進(jìn)的技術(shù)優(yōu)勢,加大對產(chǎn)品生產(chǎn)力的提升,擴(kuò)大各方面運(yùn)用優(yōu)勢水平的發(fā)揮,以切實(shí)的產(chǎn)品運(yùn)用效果,體現(xiàn)出生產(chǎn)力的發(fā)展。
通過對工藝等各方面進(jìn)行改進(jìn),冷拔圓鋼的性能更加可靠,使其在各方面的實(shí)際應(yīng)用中,都體現(xiàn)出產(chǎn)品的實(shí)用性能,以較高的產(chǎn)品實(shí)力充分增強(qiáng)了整體運(yùn)用優(yōu)勢能力的帶動,擴(kuò)大了圓鋼產(chǎn)品的市場推廣,以全面的性能實(shí)力不斷加快了產(chǎn)品的運(yùn)用優(yōu)勢,體現(xiàn)出內(nèi)在實(shí)力的不斷提升,充分體現(xiàn)出企業(yè)發(fā)展的實(shí)際能力。
冷拉圓鋼在制造過程中,只進(jìn)行冷拉率或冷冷拉圓鋼拉應(yīng)力控制,被稱為單控;冷拉率和冷拉應(yīng)力控制同時進(jìn)行,被稱為雙控。冷拉單控雖然操作簡便,但是容易使得材質(zhì)不均勻的鋼筋出現(xiàn)斷裂,冷拉質(zhì)量不能得到保證。雙控操作可以避免以上問題,但是在冷拉圓鋼制造過程中對控制應(yīng)力和冷拉率要求較高,如果超過允許值,即為不合格。
冷拉應(yīng)力控制。作預(yù)應(yīng)力鋼筋使用的冷拉圓鋼要用冷拉應(yīng)力控制,在鋼筋冷拉后,經(jīng)檢查最大冷拉率超過規(guī)定范圍值時,冷拉圓鋼需要再進(jìn)行機(jī)械能測驗。
冷拉率測定控制。冷拉率數(shù)值可通過多次試驗決定,作業(yè)人員使用同爐同批的鋼筋測試件按照規(guī)范,進(jìn)行冷拉應(yīng)力獲冷拔圓鋼得相應(yīng)的冷拉率,然后,獲得其平均值,作為該批冷拉圓鋼控制的實(shí)際冷拉率。當(dāng)鋼筋強(qiáng)度偏高時,冷拉率平均值低于1%時,冷拉圓鋼的冷拉率仍要按1%進(jìn)行控制。
不同爐批的冷拉控制。當(dāng)鋼筋出現(xiàn)混雜、無法分清爐批的情況時,作業(yè)人員將無法使用冷拉率控制操作,這時候,應(yīng)該保證每根鋼筋的冷拉率和冷拉力控制都符合規(guī)定要求。
冷拉速度控制。冷拉圓鋼要充分變形,必須合理的控制冷拉速度,一般以0.5到1.0以內(nèi)最為合適,當(dāng)冷拉力和冷拉率都達(dá)到相關(guān)數(shù)值之后,在拉倒2到3左右時,放松鋼筋,結(jié)束冷拉,給鋼筋以充分的變形時間。
江蘇中澳新型鋼材科技有限公司主要產(chǎn)品有:冷拉圓鋼,冷拔圓鋼,冷拉軸承鋼,調(diào)質(zhì)圓鋼,光亮圓鋼,剝皮圓鋼,銀亮圓鋼,冷拉方鋼。業(yè)務(wù)咨詢:139 5156 2913.http://www.tjyhs.cn/